为了给您提供更全面的徐州 当地 止水铜片_PVC橡塑止水带48小时发货产品信息,解锁徐州 当地 止水铜片_PVC橡塑止水带48小时发货产品新体验,视频带你玩转每个细节!
以下是:徐州 当地 止水铜片_PVC橡塑止水带48小时发货的图文介绍


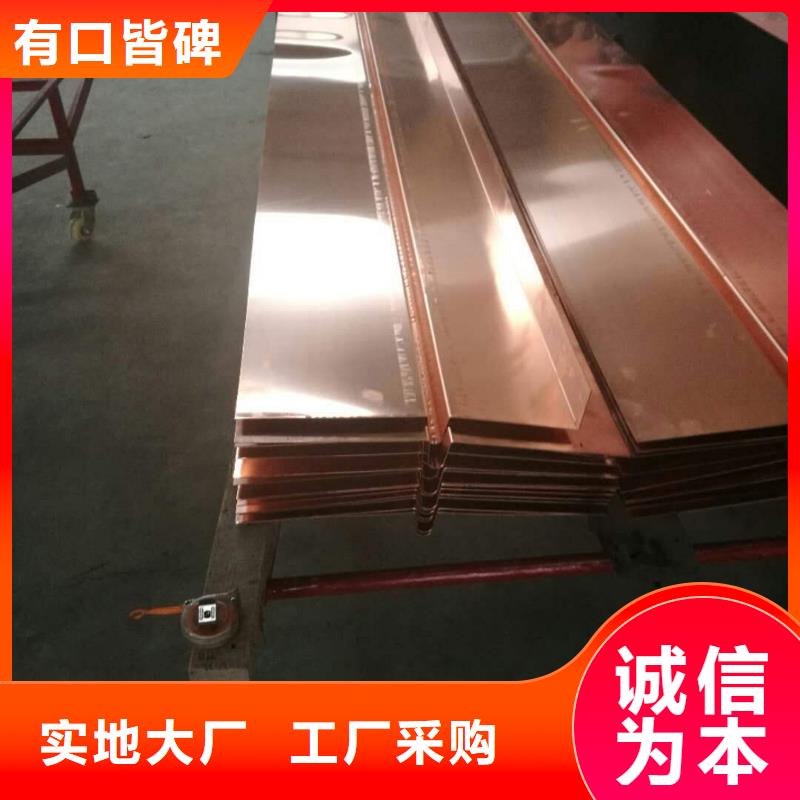
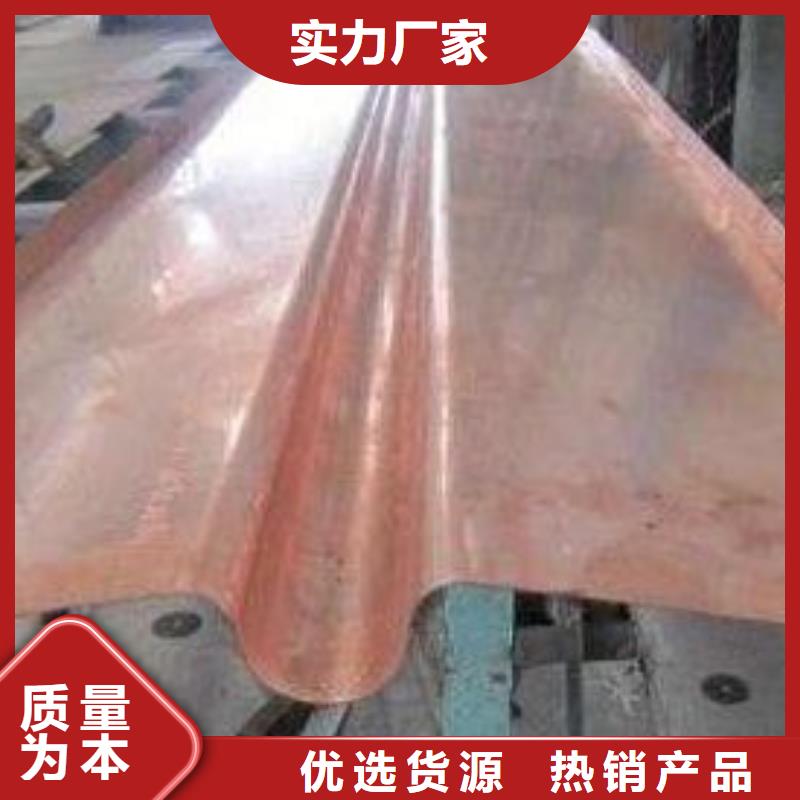
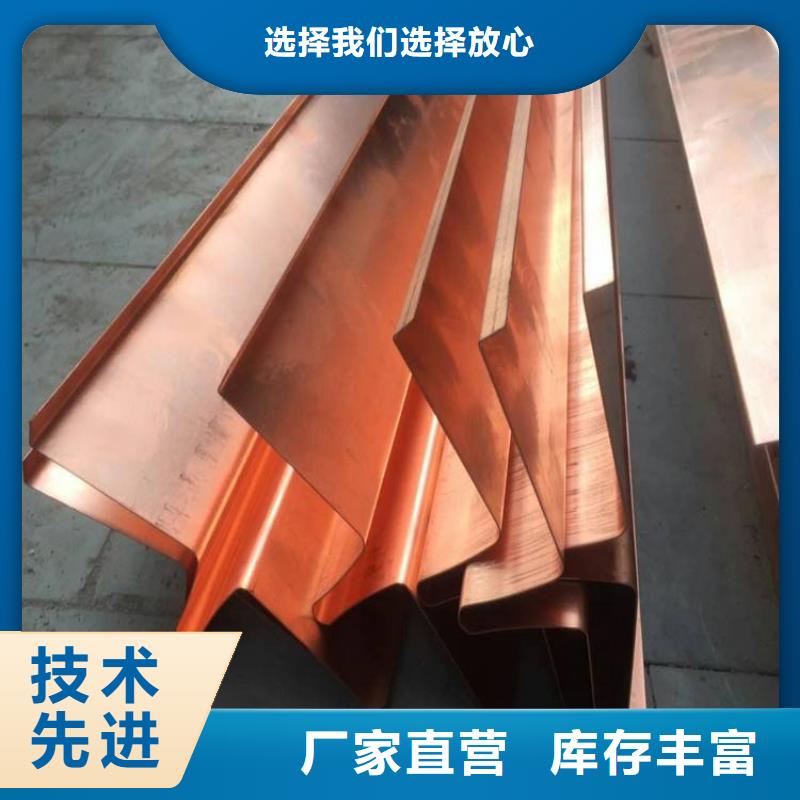
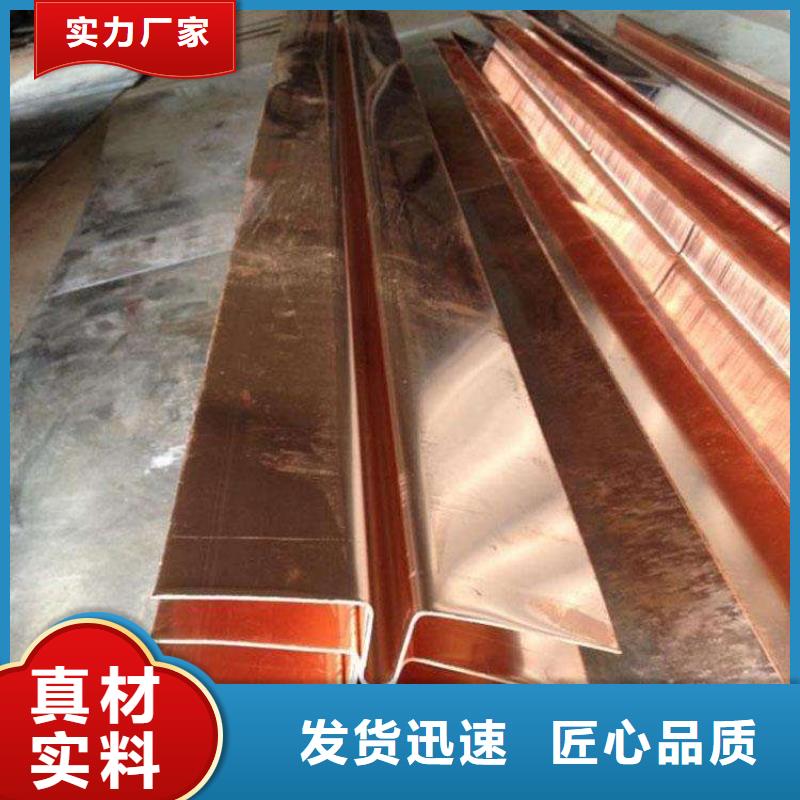
紫铜片止水带紫铜止水带价格按型状分为平板型止水带(中部为平板的止水带)止水带不同形状示意图止水带不同形状示意图变形型止水带(能够适应接缝变形的止水带,又分为封闭型(中心孔等)和开敞型(中心变形体不封口)两种,开敞型包括W型、F型、Ω型、波型等)一、铜板止水带应平整,表面的浮皮、锈污、油渍均应清除干净。
如有砂眼、钉孔、裂纹应予焊补。二、铜板止水带现场接长宜用搭接焊。搭接长度应不小于20mm,且应双面焊接(包括“鼻子”部分)。经试验能够保证质量亦可采用对接焊接,但均不得采用手工电弧焊。三、焊接接头表面应光滑、无砂眼或裂纹,不渗水。
在工厂加工的接头应抽查,抽查数量不少于接头总数的20%。在现场焊接的接头,应逐个进行外观和渗透检查。四、铜板止水带安装应准确、牢固,其“鼻子”中心线与接缝中心线偏差±5㎜。定位后应在“鼻子”空填满塑性材料。



广硕橡塑制品有限公司经销批发的 徐州背贴式橡胶止水带、在消费者当中享有较高的地位,公司与多家零售商和代理商建立了长期稳定的合作关系。我们的产品品种齐全、价格合理。公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。 公司本着“品质至上、信誉至上、服务至上、时间至上”的企业经营理念,“诚信经营、信誉为本”的经营宗旨。坚信客户永远是公司发展的源泉,坚持以市场为导向,以完善的售后服务为承诺,我们积j i参与推广以及行业交流活动,公司在长期的发展过程中以过硬的产品质量的优势和国内许多大型的公司都建立了长期良好的合作伙伴关系,我们也热诚欢迎国内外客户来我司考察,参观及技术交流;广纳博交的企业精神,愿与社会各界朋友精诚合作,共创美好家园!


铜片止水带的安装流程:
1、固定止水带的砼界面保持平整、干燥,安装前清除界面浮渣尘土及杂物,止水铜片的衔接根据施工图的规定,采取折叠、咬接或搭接,搭接长度不应小于20mm,咬接或搭接应采取双面焊,焊工需考试合格,焊接作业必须在递交试焊样品报请监理人批准后方可施焊。  用钢钉或胶粘将止水条固定在已确定的安装部位。但必须将有注浆管的面按放在原砼界面上。已埋入先浇混凝土块体内的止水片,应采取措施防止其变形移位和撕裂破坏,且止水片必须高出先浇块表面以上不少于20cm。大仓面浇筑中仓内伸缩缝止水片,应在混凝土浇筑前架设在预定位置上,并用钢筋等将其固定,不得因混凝土卸料或振捣发生移位。在浇筑混凝土时,应清除止水片周围混凝土料中的大粒径骨料,并确保混凝土浇筑质量。  
2、 止水条连接时采用平行搭接方法,紫铜止水铜鼻子内浇沥青柱前,预先放置一根在沥青里煮透的麻丝。在浇沥青柱的过程中,采取多次多层浇的方法,使沥青柱浇得比较密实,在浇沥青时速度要尽可能快,缩短层与层之间的间隔时间。止水铜片的“十”字接头和“T”字形接头在现场加工时,应严格控制焊接质量。 
3、根据所安装止水条的长度在约三十米处装设三通一处,三通直线两端约为一头插入止水条内,一头插入注浆连接管内,另一丁字端头应插入备用注浆内,以备缝隙渗漏水时注化学浆止水使用。
4、必须将所连接的止水条中的注浆连接管与三通联接件牢固粘结,必须保证所安装的止水条的注浆管完全通畅。安装好的止水片应加以固定和保护;对止水附近的混凝土应采取可靠措施确保浇筑质量,防止形成渗漏通道。 安装在三通上的备用注浆管,应放入内墙方向内。



huayao

若是多股金属丝的导线,打光后应先拧在一起,然后再镀锡。刮去氧化层均匀镀上一层锡三、焊接做好焊前处理之后,就可正式进行焊接。1、焊接方法。焊接检查剪短(1)右手持电烙铁。左手用尖嘴钳或镊子夹持元件或导线。
焊接前,电烙铁要充分预热。烙铁头刃面上要吃锡,即带上一定量焊锡。(2)将烙铁头刃面紧贴在焊点处。电烙铁与水平面大约成60℃角。以便于熔化的锡从烙铁头上流到焊点上。烙铁头在焊点处停留的时间控制在2~3秒钟。(3)抬开烙铁头。
左手仍持元件不动。待焊点处的锡冷却凝固后,才可松开左手。(4)用镊子转动引线,确认不松动,然后可用偏口钳剪去多余的引线。2、焊接质量焊接时,要保证每个焊点焊接牢固、良好。要保证焊接质量。(A)所示应是锡点光亮,圆滑而刺,锡量适中。



 扫一扫
扫一扫