无论您是初次接触还是已经熟悉,我们的<大理>【本地】桥梁护栏桥梁景观栏杆诚信可靠产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:<大理>【本地】桥梁护栏桥梁景观栏杆诚信可靠的图文介绍


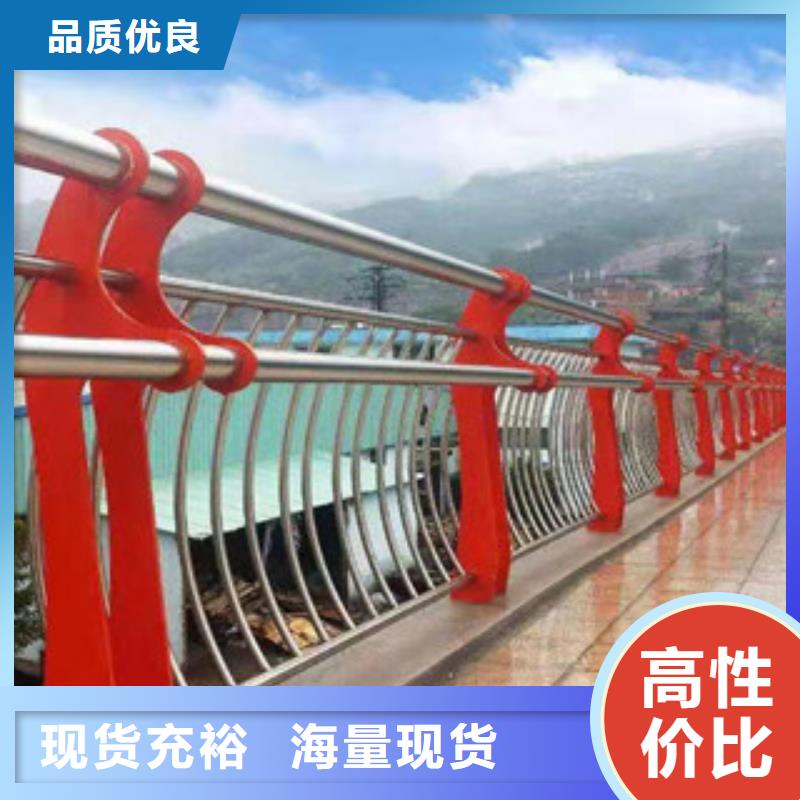
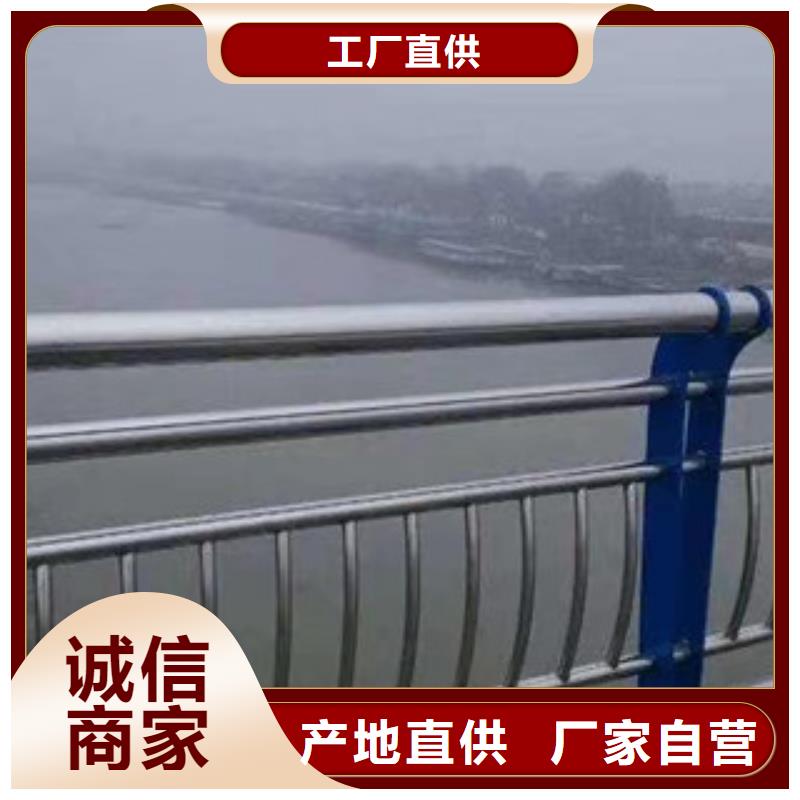
桥梁护栏是指设置于桥梁上的护栏。其目的是为了防止失控车辆越出桥外,具有使车辆不能突破、下穿、翻越桥梁以及美化桥梁建筑的功能。不锈钢桥梁防撞护栏形式的选择,应根据公路等级,综合考虑其安全性、协调性、需防护对象的特性及现场几何条件等因素确定防撞等级,然后再根据本身结构、经济性以及施工和养护维修等因素进行构造形式的选择。其埋置方式有立柱直接埋入式、法兰盘连接式和通过传力钢筋把桥梁护栏和桥面板浇注成一体三种方式,条件许可时,可采用抽换式护栏。
随着不锈钢护栏的投入使用,有不少问题浮出水面。当然有问题就要解决问题,桥梁用人行道栏杆,今天和大家介绍一下一些问题解决的方法。



不锈钢复合管护栏是道路两边的一种防护安全措施,其目的是为了对道路两旁的车辆进行警示作用,那么不锈钢复合管护栏制造工艺有哪些注意事项呢,下面简单的为大家介绍一下不锈钢复合管护栏的制作工艺要求。 ??不锈钢复合管护栏基材浇注:立柱、横梁、栏片和柱帽的浇注成型,基材配合比由试验室试验确定。制备立柱、横梁、栏片和柱帽的基材同时使用粗细骨料。基材搅拌应采用强制式搅拌机,材料计量误差应按TB10210的规定执行。搅拌时间应符合所用搅拌机的规定,已保证搅拌均匀。 ??制作不锈钢复合管护栏的要求都有哪些?不锈钢复合管护栏立柱、上下横梁、栏片和柱帽模具应有足够的强度、刚度和稳定性。模具的长度、宽度和高度 尺寸偏差为±2㎜。在浇注成型前应将模具清擦干净,并在其内壁涂上一层脱模剂。 ??不锈钢复合管护栏钢筋焊接与图层:钢筋加工的形状、尺寸应符合设计规范。钢筋的表面应洁净、无损伤,油渍、漆污和铁锈等应在使用前清除干净。带有颗粒状和片状老锈不得使用。钢筋应平直,无局部弯曲。钢筋焊接骨架的所有钢筋相交点必须焊接。钢筋下料长度和间距偏差不应大于±5㎜。


如今,公司拥有一批技术精湛的 大理镀锌喷塑防撞栏、资深技术人才和洞悉市场走向、服务热情周到的营销人才。同时将企业价值观与经营理念潜移默化的传递给每位员工,从而塑造出一支具有高度凝聚力和忠诚度的员工队伍,正是每一个员工所发挥出来的工作热情和创造力,为企业的发展提供了源源不断的动力,打下了更坚实的基础。
桥梁护栏制造厂全体员工将以优质的 大理镀锌喷塑防撞栏、产品和满意的服务迎接国内外广大客户的光临。



风和通风。在有风的区域,应采取预防措施堵塞网,并在室内采取适当的通风措施。 不锈钢MIG焊要点及注意事项直流采用平焊电源,直流采用反极性(焊丝对正极)。 一般采用纯氩(99.99%纯度)或Ar+2%O2,流量适合20~25L/min。 弧长、不锈钢MIG焊,一般在喷射过渡焊条件下,电压应调整到弧长的4~6毫米。 防风。MIG焊接易受风的影响,有时会有风引起的气孔,所以风速在0.5米/秒以上的地方都应采取防风措施。 不锈钢药芯焊丝焊接要点及注意事项采用平特性焊接电源,直流焊接采用反极性。一般的二氧化碳焊机可以用来焊接,但送丝轮的压力应稍微放松。 保护气体一般为二氧化碳气体,气体流量宜为20~25L/min。 焊嘴与工件的距离应为15~25毫米。


不锈钢焊接要点及注意事项 首先,采用外特性垂直的电源,直流采用正极性(焊丝对负极) 一般适用于6毫米以下薄板的焊接,具有焊缝成形美观,焊接变形小的特点。(感谢观看自动焊接。) 保护气体为氩,纯度99.99%。当焊接电流为50~150A时,氩流量为8~10L/min;当焊接电流为150~250A时,氩流量为12~15L/min。 从喷嘴伸出的钨极长度为4~5mm,较好,角焊等屏蔽不良区域为2~3mm,深槽处为5~6mm。从喷嘴到工程的距离一般不超过15毫米。为了防止焊接孔的出现,必须清除焊接部位的锈迹和油污。焊接弧长,焊接普通钢,2~4mm为佳,焊接不锈钢,1~3mm为佳,过长保护效果不好。底部焊道的背面应进行气体保护,以防对接时底部焊道的背面氧化。为了用氩气保护熔池,便于焊接操作,钨极中心线与焊接处工件的夹角应保持在80~85°,填充丝与工件表面的夹角应为尽可能小,通常约10度。








 扫一扫
扫一扫